Двутавровые сварные балки
Содержание:
- Возможные проблемы и особенности
- ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- Варианты сварки швеллеров
- Способы соединения двутавров
- Изготовление
- Двутавры из нержавейки
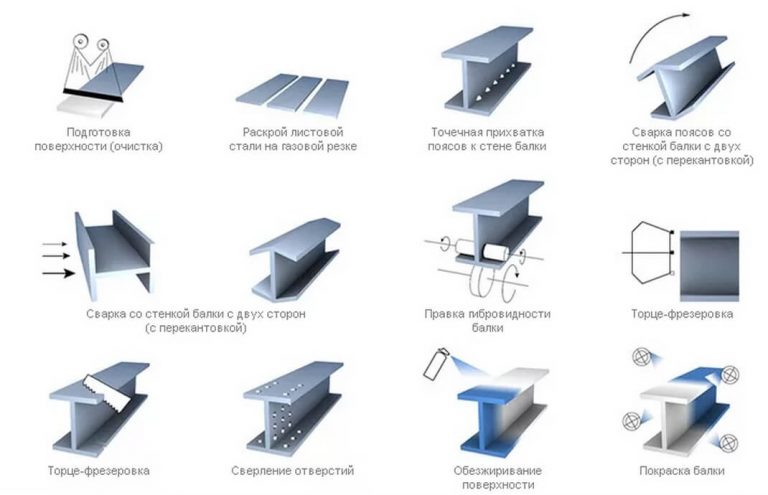
- Технология производства сварных балок двутаврового сечения
- Общая информация
- § 116. Балочные конструкции
- Преимущества двутавровых балок
- Как выполняется сварка балок двутаврового сечения
- Процесс изготовления
- Технология производства сварных балок.
- Технологический процесс производства сварных балок двутаврового сечения
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия – обязательное условие изготовления двутавров.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием – разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.Проектная документация.
2.1.1. Используемая проектная документация должна быть рассмотрена и принята к производству работ в установленном порядке.
2.1.2. Все изменения в проекте (чертежах) в период производства работ должны быть согласованы с организацией, разработавшей проект.
2.1.3. В чертежах должны быть указаны:
— все размеры, необходимые для изготовления;
— условия и параметры испытаний;
— вид и объем контроля сварных соединений;
— спецификация листа и деталей, с указанием количества и массы, марки стали;
2.2. Материалы.
2.2.1 Балки стальные сварные двутавровые изготавливаются из горячекатаного проката,
поставляемого в листах по ГОСТ 19903, из стали:
— углеродистой общего назначения и низколегированной толщиной 6 мм и более – по ГОСТ 27772;
— углеродистой общего назначения толщиной 6 мм и более – по ГОСТ 14637;
— низколегированной толщиной 6 мм и более – по ГОСТ 19281.
Марка, категория качества, класс прочности стали указываются в заказе.
2.2.2. Качество материалов должно быть подтверждено сертификатами завода-изготовителя.
2.2.3. При отсутствии сертификата или неполноте сертификатных данных применение материала может быть возможно только после проведения испытаний и соответствия всех свойств требованиям нормативного документа.
2.2.4. Каждый лист штучной поставки или пакет листов должен иметь маркировку или бирку с четким указанием данных:
— завод-изготовитель;
— товарный знак;
— номер стандарта или технических условий;
— размер листа;
— марка материала и номер плавки;
— масса пакета.
2.2.5. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ
и/или газовые смеси) должны применяться в соответствии со СНиП II-23 и обеспечивать значения временного сопротивления металла сварного соединения не ниже чем у основного металла.
2.2.6. На поверхности листа не допускаются плены, трещины, рванины, закаты.
Сортамент сварной балки выпускаемый ООО «ЧЗСБ» — аналог сечения по СТО АСЧМ 20-93
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.

Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.

Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов
На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
Сборка
Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно
Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок. Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
Двутавры из нержавейки
При этом в последнее время двутавр стал позиционироваться не только как несущий элемент, но и в качестве интерьерной детали дизайна в индустриальном стиле. Для сочетания прочности и эстетики часто применяют внутренние несущие элементы из импортного широкополочного двутавра, изготовленного из нержавеющей стали с отделкой поверхности.
Широкополочные двутавры европейского производства
Европейские аналоги двутавровых балок изготавливаются из нержавеющей стали аустенитного или мартенситного класса марки AISI 200-й, 300-й и 400-й группы. Метод производства заключается в лазерной сварке стальных полос с последующей термической обработкой. Что необходимо для снятия напряжения в местах сваривания. При этом прочность сварочного шва составляет 99% от прочности основного материала. Заключительный этап производства – отделка поверхности. В продажу двутавры поступают с матовой поверхностью (травленные и шлифованные) или с зеркальной – после полировки.

Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
 Технология изготовления двутавровых балок
Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Общая информация
Итак, сварной двутавр — это балка, изготовленная из черного металла, имеющая сечение, по форме напоминающее букву «Н». Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.

Двутавры могут быть прокатными или составными (сварными). Прокатные балки производятся методом проката заготовок по специальному станку. Составные балки изготавливаются из нескольких заготовок, которые свариваются между собой. Составные балки встречаются чаще и порой их приходится варить прямо на стройплощадке.
Какими достоинствами обладают балки данного типа? Прежде всего, они помогут сделать перекрытие на больших пролетах без необходимости строительства центральной несущей стены. Также они выдерживают большие нагрузки разного характера, как вертикальные, так и горизонтальные. Они пожаробезопасны, устойчивы к коррозии, позволяют построить здание в кратчайшие сроки. Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Все недостатки в основном связаны только с прокатными балками. Их размер ограничен 12 метрами в длину, и зачастую необходимо балки длиннее. А у завода может просто не быть таких станков. Также нет возможности изготовить прокатные балки по индивидуальным эскизам заказчика, а имеющийся ассортимент откровенно говоря не удовлетворяет запросы потребителей. Стыковые балки лишены этих недостатков.
§ 116. Балочные конструкции
Балки широко применяют в конструкциях гражданских и промышленных зданий, в мостах, эстакадах, гидротехнических и других сооружениях.
Балки со сплошным сечением стенки изготовляют из листового металла. Применяют в основном балки двутаврового сечения, реже — коробчатого.
В условиях единичного производства балки собирают по разметке и сваривают вручную покрытыми электродами или полуавтоматами. При массовом и серийном производстве сборку производят в кондукторах, а сварку ведут автоматами под флюсом или для швов катетом 4 — 6 мм — в защитном газе.
Ручную или полуавтоматическую дуговую сварку применяют в балках также и при установке ребер жесткости. Неудобства при выполнении этой операции не позволяют применить автоматическую сварку.
Удлинение балок соединением встык коротких секций производится ручной дуговой сваркой покрытыми электродами. В массовом производстве на этой операции возможна также и автоматическая дуговая сварка.
При монтаже балок в первую очередь сваривают стыковые, а затем угловые швы. Порядок сварки монтажных стыков прокатных балок показан на рис. 150, а. Сначала стыковые швы выполняют на толстом металле, а затем на тонком. Обычно полки двутавровых балок толще стенки. Поэтому для обеспечения минимальных напряжений в металле стыка следует сначала накладывать стыковые швы в полках и в последнюю очередь стыковой шов в стенке.
Сварные балки на монтаже соединяют с совмещенным (рис. 150, б) или со смещенным (рис. 150, в) стыком.
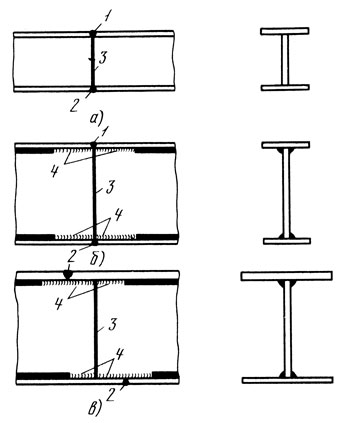
Последовательность сварки в этих случаях аналогична последовательности сварки встык прокатных балок; в первую очередь выполняют стыковой шов полки с увеличенной толщиной (если двутавр с различными толщинами полок), затем накладывается второй стыковой шов второй полки, третьим швом сваривается стык стенки (самый тонкий в двутавре) и четвертым — угловые поясные швы (рис. 150). Продольные швы обычно не доводят до концов балки на величину, равную одной ширине полки (из низкоуглеродистой стали) или двум (из легированной стали). В этих случаях деформирование и напряжение металла в стыковых соединениях полок и всего стыкового соединения балки будет равномерным и минимальным. Угловые швы в монтажном стыке выполняются в последнюю очередь. При этом желательно, чтобы угловые швы накладывались одновременно двумя сварщиками — от концов к середине шва.
Ребра жесткости можно приваривать как к стенке, так и к полке балки в любой последовательности после предварительной их прихватки. Прихватки размещаются в местах расположения сварных швов. Высота прихваток должна быть не более 2 /3 высоты шва, чтобы при последующей сварке они были перекрыты швом, и не менее 4 — 6 мм для прихватываемых ребер жесткости толщиной 6 мм и более. Длина каждой прихватки должна быть равна 4 — 5 толщинам прихватываемых элементов, но не менее 30 мм и не более 100 мм, а расстояние между прихватками — в 30 — 40 раз больше толщины свариваемого металла.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.

Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции. Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия. ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.
- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.
В качестве дополнительной отделки к технологии может быть добавлена дробеструйная обработка. Она сбивает окалину и шлаки и уплотняет приповерхностный слой металла, повышая прочность изделия.
Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика. В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки. При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны. Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
Используется также способ проварки швов начиная с торцов навстречу друг другу.
Технология производства сварных балок.
Для изготовления двутавровых балок используется углеродистая сталь, а работы по сварке выполняются под действием флюса при помощи автоматизированного оборудования. Производственный процесс состоит из нескольких этапов, а именно:
- раскрой металлических листов на полосы. Скорость резки зависит от толщины металла, а работы выполняются на промышленной установке по терморезке с ЧПУ, при этом раскрой листов осуществляется сразу несколькими резаками;
- фрезеровка. Фрезерная обработка торцов позволяет улучшить качество шва между стенкой и полкой, работы выполняются на торцефрезерных станках;
- сборка балки с двутавровым сечением. В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции;
- сварочные работы. Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
- правка полок. В процессе производства нарушается геометрия полок из-за нагрева металла, поэтому необходима правка грибовидности, а для этого балка на стане проходит через специальные ролики.
Применение комплексной производственной линии для производства балок двутавровых позволяет снизить время работ без потери качества и эксплуатационных характеристик изделий. Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
https://youtube.com/watch?v=2gfm94yLBA8
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой
При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность)
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
