Деревянные двутавровые балки перекрытия: технические нюансы технологии строительства
Содержание:
- Расчет и изготовление сварного двутавра
- Применение двутавра для изготовления центрально-сжатых колонн
- КОНТРОЛЬ КАЧЕСТВА.
- Устройство перекрытия по деревянным балкам
- Способы соединения двутавров
- Чем хорош канадский метод строительства перекрытия?
- Стыковка двутавровых балок
- Стыковка двутавровых балок СНИП — Портал по безопасности
- Порядок работ при сваривании стыков балки.
- Комбинированное стыкование двутавровых балок
- Процесс изготовления
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
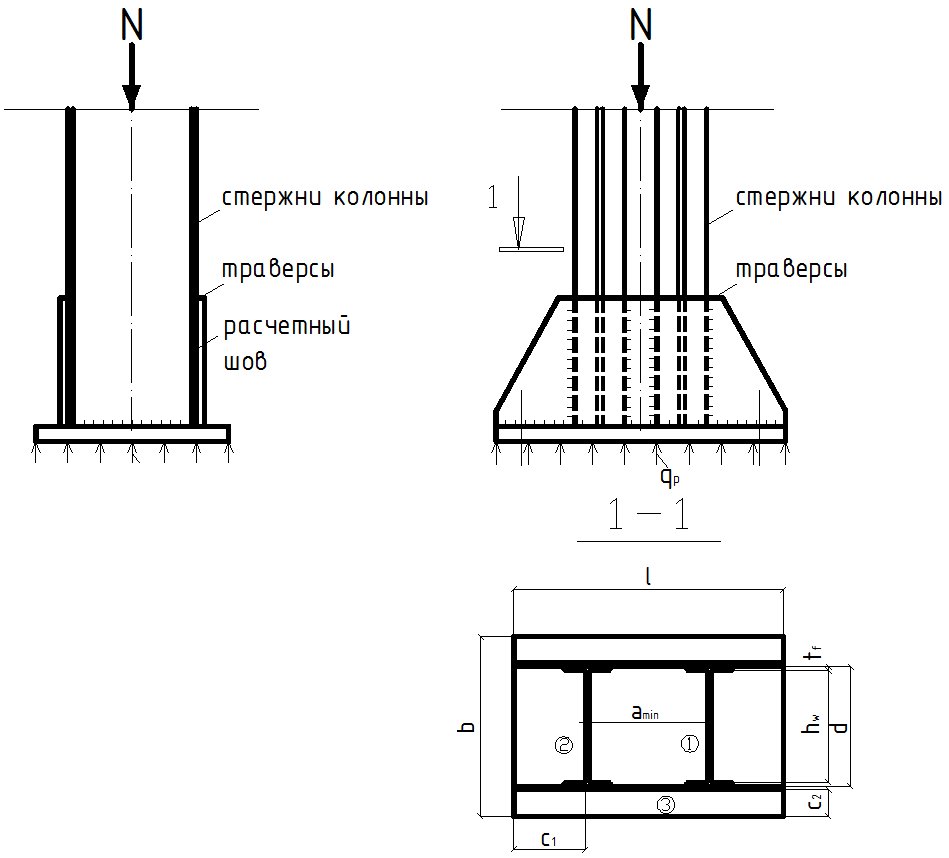
Применение двутавра для изготовления центрально-сжатых колонн
Функциональное назначение таких колонн – передача нагрузок, действующих сверху, на основание строения, а через него – на почву. На эти конструктивные элементы оказывают давление продольные силы, приводящие к равномерному сжатию поперечного сечения.
Конструктивные составляющие центрально-сжатых колонн:
- Оголовок. Предназначен для фиксации на нем расположенных выше конструкций.
- Стержень. Главный несущий элемент.
- База колонны из двутавра. Крепится к основанию анкерными болтами. Служит для распределения приложенного усилия по поверхности фундамента.
Колонны из двутавра по виду сечения стержня разделяют на – сквозные (решетчатые) и сплошные. По высоте сечение может быть постоянным по размеру или переменным
При расчете оптимальной конструкции колонны принимают во внимание:
- величину прилагаемого усилия;
- эксплуатационные условия;
- возможности изготовления;
- удобство примыкания элементов, обеспечивающих дополнительное поддержание конструкции.
КОНТРОЛЬ КАЧЕСТВА.
5.1. Виды и объемы контроля, применяемые при изготовлении сварных балок, должны гарантировать выявление недопустимых дефектов изделий, их высокое качество и надежность в эксплуатации.
5.1.1. Обязательным является осуществление предварительного (т.е. входного), операционного и приемочного контроля.
5.1.2. Объем контроля должен определяться чертежами или нормативными документами на каждый вид изделия (деталь, узел).
5.2. Предварительным контролем должно быть определено:
5.2.1. Соблюдение требований Правил в технической документации и рабочих чертежей.
5.2.2. Соответствие квалифицированного персонала (сварщиков, дефектоскопистов, мастеров).
5.2.3. Исправность и комплектность оборудования, наличие паспортов.
5.2.4. Необходимо вести журнал учета соответствия оборудования, в котором следует фиксировать ремонт и проверки оборудования.
5.3. Входным контролем согласно ГОСТ 24297-87 должно быть установлено:
5.3.1. Входной контроль основных материалов (металла и конструктивных элементов) осуществляют специалисты предприятия в соответствии с требованиями СТППИ. Результаты входного контроля должны заполняться в журнале входного контроля.
5.3.2. Присутствие заводской маркировки на изделиях или упаковочных листах, ярлыках, бирках, а также соответствие данных маркировок сертификатным данным и требованиям нормативных документов или рабочих чертежей на изготавливаемые изделия и наличия паспорта (сертификата) удостоверяющего его качество.
5.3.3. Осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений.
5.4. Операционный контроль проводится в соответствии с технологической документацией заказчика, где должен быть указан тип швов соединений и характеристика условий их эксплуатации согласно таблицы 4, или другие требования проектной документации. По согласованию с заказчиком может быть произведен 100% ультразвуковой контроль сварных швов.
5.4.1. При систематическом выявлении в сварных соединениях недопустимых дефектов (уровень брака более 10 %) методами неразрушающего контроля объем контроля должен быть удвоен, а при дальнейшем выявлении недопустимых дефектов необходимо выполнить контроль всех соединений данного типа в объеме 100%.
5.4.2. Сварные соединения, не удовлетворяющие требованиям к их качеству, должны быть исправлены в соответствии с разработанной технологией и повторно проконтролированы.
5.5. Приемочным контролем должно быть определено:
5.5.1. Контроль отклонения формы и линейных размеров сечения балок следует производить универсальными методами контроля и средствами измерений в соответствии с СП 53-101, ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота балки измеряется по оси Y-Y.
5.5.2. Методы контроля качества швов сварных соединений и размеров их сечений должны выбираться в соответствии с таблицей 4 и ГОСТ 23118.
5.5.3. Проверка комплектности производится сличением подготовленной к отправке партии сварных балок с нарядом – заказом.
5.5.4. Марка, химический состав и механические свойства материала балки должны быть удостоверены документом о качестве предприятия — поставщика листового проката.

Устройство перекрытия по деревянным балкам
Установка деревянных балок перекрытия позволяет решить такие задачи:
- достичь необходимых показателей прочности и жесткости перекрытия;
- обеспечить соответствие звукоизоляции и сопротивления теплопередаче уровню необходимому для энергосбережения;
- выдержать соответствие установленным нормативам показателей паро- и воздухопроницания.
Выбор балки для межэтажных перекрытий:
Балки перекрытия из бруса. Чаще всего для изготовления балок выбирают брус прямоугольного сечения. Высота бруса должна находится в пределах 140-240 мм, а толщина 50-160 мм. При этом выдерживается правило: толщина балки составляет не менее 1/24 от ее длины. Профессионалы отмечают, что большая прочность присуща деревянной балке с соотношением сторон 7:5.
Балки перекрытия из бревна. Экономически более выгодное решение. Бревно обладает большой стойкостью к нагрузкам, но и низкой стойкостью к изгибу. Бревно пригодно для использования только если выдержано в сухих условиях не менее одного года.
Балки перекрытия из досок. Использование доски приводит к уменьшению потребляемого для устройства перекрытия количества пиломатериалов. Но, стоит отметить, что в данном случае понижается устойчивость перекрытия к огню, долговечность и звукоизоляция. Обычно доска используется при строительстве чердачного перекрытия. Чтобы усилить доски можно воспользоваться приемом — срастить вместе две доски по длине. Тогда суммарное сечение будет соответствовать уровню нагрузки. Такая конструкция может выдерживать нагрузку в 2 раза большую, нежели бруса или две доски, уложенные вплотную друг к другу. В данном случае крепление осуществляется саморезами или гвоздями, зафиксированными в шахматном порядке с шагом 20 см.
Рекомендуем! Подробное описание деревянных балок перекрытия — типы, виды, расчет балки на изгиб, прочность и нагрузку.
Сечение балок деревянного перекрытия
Напрямую зависит от величины предполагаемой нагрузки на балки. Нагрузку делят на постоянную, создаваемую полом, мебелью, и переменную, зависит от количества одновременно находящихся на перекрытии людей и предметов.
Способ монтажа деревянных балок перекрытия
Монтаж цельных деревянных балок Укладка цельных деревянных балок.
В данном случае балки укладываются без сращивания. Чтобы минимизировать прогиб, нужно укладывать их вдоль более короткой стены. Таким образом, количество балок увеличится, но длина каждой отдельной балки уменьшится.
Монтаж усиленных (срощенных) балок Укладка усиленными (срощенными) балками.
Этот способ монтажа предполагает монтаж стыка на внутренней стене постройки.
Укладка балок короткими прогонами Укладка короткими прогонами.
На жаргоне строителей их называют разменниками. По сути, это балки, уложенные перпендикулярно к продольным балкам. Служат для усиления перекрытия.
Схема укладки балок короткими прогонами
Материал подготовлен для сайта www.moydomik.net
Следует учесть, что устройство перекрытия по деревянным балкам будет надежным при условии правильного выбора породы дерева. Так, не подходят для этого вида работ лиственные породы. Причиной этому является плохая устойчивость на изгиб, а вот древесина хвойных пород подходит идеально. Главное, чтобы она была очищена от коры и обработана антисептическим раствором.
Плюсы деревянных балок перекрытия:
- малый вес. Это позволяет уменьшить нагрузку на стены и фундамент дома, упростить транспортировку и облегчить процесс монтажа;
- возможность выполнять работу вдвоем, своими руками, без привлечения специальной техники;
- доступность и сравнительно низкая стоимость;
- возможность уложить изоляцию;
- высокая скорость проведения работ.
Минусы деревянных балок перекрытия:
ограничения по длине закрываемого пролета. Длина деревянных балок не превышает 6 000 мм, а закрывать они могут максимум 4 500 мм. без установки дополнительной вертикальной опоры;
потребность в дополнительной защите древесины от гниения, биологического разрушения и расколов;
зыбкость. Деревянная балка может «играть» при перемещении по ней людей и создавать дополнительный шум. Требуется устройство дополнительной звукоизоляции.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Чем хорош канадский метод строительства перекрытия?
Давайте рассмотрим все преимущества двутавровых балок как материала для строительства перекрытия:

Преимущество №1. Удивительная прочность
Благодаря такой гениально продуманной конструкции довольно хрупкие на вид балки оказываются во много раз прочнее и надежнее обычных. Верхняя часть балки работает на изгиб, а нижняя – на растяжение. Т.е. здесь уже речь идет не об одном монолитном элементе, которому приходится принимать на себя оба вида нагрузки одновременно:

Преимущество №2. Точная геометрия
Второй очень важный момент: идеальная геометрия самих балок. Даже со временем они не прогибаются, не выкручиваются, не рассыхаются и не изменяют свои своих параметров. Как утверждают производители, даже через 100 лет такие балки будут вести себя все также, как через год после постройки.
Что это дает? Для начала – безупречно ровное перекрытие, на которое легко монтировать любое половое покрытие, особенно паркет и ламинат. Дело в том, что когда вы имеете дело с брусьями и обычными деревянными балками, то должны знать, что согласно стандартам нормам их прогиб может достигать 3 см! И, поверьте даже это уже ощутимо: пол будет просто «ходить» под вашими ногами. И подобное точно хорошо не скажется ни на одном половом покрытии (кроме дешевого линолеума, пожалуй).
И это нормально: натуральная древесина – материал живой, и для нее свойственно сжиматься, усыхать или, наоборот, набирать в себя влагу. А вот двутавровые балки уже изготавливается из клееной древесины, с применением особо прочного соединяющего состава, и своих размеров они не изменяют.
Преимущество №3. Комфортный вес
Следующий важный аспект: двутавровые балки достаточно легкие, чтобы поднять одну из них самостоятельно, а потому с подобной работой без проблем справляются два обычных рабочих. Что это дает?
Во-первых, вам не понадобится тяжелая техника, которая должна будет поднимать обычные деревянные балки или металлические.
Во-вторых, работы на высоте станут более безопасными, ведь никому на голову не свалится слишком тяжелая балка.
В-третьих, применение двутавровых балок позволят немало сэкономить на фундаменте, ведь нагрузка на него уже будет на порядок меньше
И, если брать во внимание, что до 50% бюджета строительства обычно идет на надежный, крепкий фундамент, который выдержит не только стены, но и не менее тяжелые балки, тогда экономия получается существенной
Преимущество №4. Изготовление в домашних условиях
Двутавровые балки вы можете изготовить самостоятельно, если будете знать, какими должны быть их параметры и узлы соединения. И в итоге у вас будет не только уверенность в качестве перекрытия, но и немало сэкономленный бюджет.
Преимущество №5. Практичность в утеплении
И, наконец, последний приятный момент: двутавровые балки особенно удобны для утепления междуэтажного перекрытия и последующей отделки потолка:

Стыковка двутавровых балок
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Стыковка двутавровых балок СНИП — Портал по безопасности
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3:
Ry=240 Н/мм2 = 24,0 кН/см2.
Коэффициент условия работы по Приложение 3: γс = 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1 = 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ry γс = 536,5 / 24,0×1,0 =22,35 см2.
Требуемая ширина накладки:
bтр = A / t1 = 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1 = 160 мм.
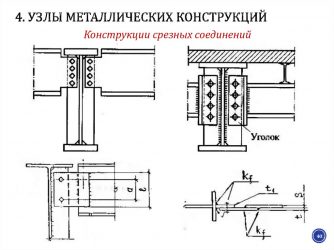
Толщина полки балки (см. сортамент) : tf =14мм.
Минимальный катет шва по Приложению 41 : kf = 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf = 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf = 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf = 1,0.
Расчетное сопротивление угловых швов срезу по металлу шва по Приложение 7:
Rwf = 180,0 Мпа =18 кН/см2.
Значение βf Приложению 42: βf = 0,7.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,8х18,0х1,0х1,0 = 10,08 кН.
Значение βс по Приложению 42: βс = 1,0.
Временное сопротивление стали разрыву по Приложение 3:
Run = 370 Мпа = 37 кН/см2.
Расчетное сопротивление угловых швов срезу по металлу границы сплавления по Приложение 6:
Rwс = 0,45 Run = 0,45×37 = 16,65 кН/см2.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,8х16,65х1,0х1,0 = 13,32 кН.
Требуемая суммарная расчетная длина одного фланговогошва с каждой стороны стыка:
lwl = N / βf kf Rwf γwf γс = 536,5 / 2 x 10,08 = 26,6 см.
Конструктивная длина шва равна расчетной длине плюс 1 см.
Конструктивная длина шва: L1 = 27 + 1 = 28 см.
Длина шва больше 5 минимальных толщин и меньше 85 βf kf = 85 x 0,7 x 0,8 = 47,6 см.
https://youtube.com/watch?v=NPDyCADR5bE
Для уменьшения влияния концентрации напряжений необходимо оставлять непроваренной часть стыковой накладки у зазора на длине Δ = 5 см. Необходимая длина каждой накладки с учетом конструтивных требований составляет:
Ll = 2l1 + Δ = 2×28 + 5 = 61 см.
Расчет накладки и сварных швов по стенке балки
Накладки на стенку конструктивно принимают шириной 100 -150 мм. Суммарная толщина накладок (в случае применения двух накладок) должна быть не менее толщины стенки.
Толщина стенки балки (см. сортамент): tw = 9 мм.
Принимаем ширину накладки b2 = 200 мм, толщину t2 = 10 мм и длину L2 = 300 мм.
Площадь сечения накладки: А2 = L2t2 = 30×1,0 = 30 см2.
Расчетное соротивление сдвигу по Приложению 1:
Rs = 0,58Ry = 0,58×24,0 = 13,92 кН/см2
Проверка условия: Q/ А2 Rs γс ≤ 1; 60/30х13,92х1,0 = 0,14
Условие выполнено, принятое сечение накладки по стенке балки удовлетворяет условию прочности на срез.
Принимаем катет шва kf = 6 мм.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,6х18,0х1,0х1,0 = 7,56 кН.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,6х16,65х1,0х1,0 = 9,99 кН.
Минимальную несущую способность имеет маталл сварного шва; несущая способность 1 см шва.
βf kf Rwf γwf γс = 9,99 кН.
Расчетная длина шва равна длине свариваемого участка ща вычетом 1 см.
Расчетная длина шва: lw2 = L2 – 1 см = 30 – 1 = 29 см.
Усилие, воспринимаемое одним швом расчетной длиной lw2:
N = 7,56х29 = 219,24 кН.
Проверка условия: t = Q/2N
Условие выполнено.
Порядок работ при сваривании стыков балки.
При сваривании стыков балки соблюдение определенного порядка работ имеет очень большое значение.
Распишем эти этапы:
- На первом этапе собираются элементы, имеющие поперечные швы. Отметим, что сваривать их необходимо по отдельности: отдельно стыки поясов, стыки стенки, отдельно делается приварка ребер жесткости. Связано это с тем, что такие поперечные соединения дают усадку с максимальным значением.
- Когда сборка балки осуществлена, производят накладку поясных швов. Заметим, что когда для сваривания применяется автоматический способ, то ребра жесткости должны присоединяться уже после выполнения поясных швов.

Порядок сварочных работ также показан на рисунке 2. Цифрами от 1 до 5 обозначен порядок выполнения монтажных стыков балки. Мы видим, что сначала, как и говорилось, выполняются поперечные швы. Заметим, также, что швы под номерами 2 и 3 выполняют с небольшими пропусками: с двух сторон стыка оставляются незаваренные участки длиной до 30 сантиметров. Это необходимо для свободной усадки.
В последнюю очередь производится сваривание продольных швов (4 и 5), которые также имеют продольную усадку, но незначительную.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции. Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия. ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.
- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.
В качестве дополнительной отделки к технологии может быть добавлена дробеструйная обработка. Она сбивает окалину и шлаки и уплотняет приповерхностный слой металла, повышая прочность изделия.
Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика. В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки. При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны. Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
Используется также способ проварки швов начиная с торцов навстречу друг другу.
