Гибка профильных труб по радиусу: методика и оборудование
Содержание:
- Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
- Классы эксплуатации PEX труб, сроки службы и температурные режимы работы.
- На нашем сайте вы найдете еще много информации о гибке листового металла Читайте статью Оцифровка работы гибочного станка
- Изменение конфигурации труб из цветных металлов
- Характеристики металла для гибки
- Способы изгиба
- Методы гибки труб без заводских приспособлений
- Подбор гибочного инструмента
- Как выпрямить ПНД трубу из бухты
- Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
- РД 24.203.03-90 Радиусы и углы гиба труб
- Расчет минимального диаметра при заданной длине
- Как рассчитать минимально допустимый радиус
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Классы эксплуатации PEX труб, сроки службы и температурные режимы работы.
Говоря о характеристиках труб PEX всегда подразумеваются классы эксплуатации труб из данного материала полимеров. Помимо прочностных характеристик, которые изменяются от вида производства трубы. Существуют еще классы эксплуатации труб описанные в стандарте ISO 10508. Практически у всех производителей материалы одни, но ввиду широкого спектра применения PEX и PERT материалов и применяемых катализаторов классы эксплуатации труб делятся на 6 подвидов. Все эти классы на качество трубы не влияют, а указывают только на режимы эксплуатации трубы и ее рабочие температурные режимы относительно срока службы материала. В таблице ниже Вы можете ознакомиться с этими классами.
Таблица классов эксплуатации полимерных трубопроводов PEX и PERT:


Если говорить кратко, то в стандарте ISO 10508 области применения труб различных классов определены следующим образом:
· Класс 1 *
(распределительные системы ГВС 60°C, срок службы 50 лет)· Класс 2 * (распределительные системы ГВС 70°C, срок службы 50 лет)· Класс 3 * (только тёплые полы 35°C, срок службы 22 года)· Класс 4 * (теплые полы с температурой до 20°C – 2,5 года и низкотемпературные радиаторы 50°C, срок службы 22 года) Эксплуатация класса предполагает, что при среднесуточной температуре 40°C системы отопления труба прослужит минимум 15 лет.· Класс 5 * (высокотемпературные радиаторы и системы отопления 53°C, срок службы 16 лет)
* Все температуры классов рассмотрены исходя из среднесуточных значений температуры теплоносителя в трубе.
Для каждого материала и каждой серии S рассчитана величина максимального рабочего давления (4, 6, 8, 10 бар) для конкретного класса эксплуатации.
Например
, для трубы PP-RCT- S3,2 информация на трубе будет представлена в следующем виде:
Class 1/10bar, 2/10bar, 4/10bar, 5/8bar – это означает, что труба может быть использована:
для систем распределения горячей воды при температуре 60°C, рабочем давлении 10 бар и сроке эксплуатации до 50 лет (класс 1/10); для систем распределения горячей воды при температуре 70°C, рабочем давлении 10 бар и сроке эксплуатации до 50 лет (класс 2/10); для напольного отопления и низкотемпературных радиаторов при рабочем давлением 10 бар и сроке эксплуатации до 15 лет (класс 4/10); для высокотемпературных радиаторов при рабочем давлении 8 бар и сроке эксплуатации до 16 лет (класс 5/8)
На нашем сайте вы найдете еще много информации о гибке листового металла Читайте статью Оцифровка работы гибочного станка
K-фактор (коэффициент положения нейтральной линии)
При гибке на листогибочном станке, внутренняя сторона металлического листа сжимается, а внешняя, наоборот, растягивается. Это означает, что есть место на листе, в котором волокна не сжимаются и не растягиваются. Это место называется «нейтральной линией». Расстояние от внутренней части сгиба до нейтральной линии называется К-фактором, коэффициентом положения нейтральной линии.
Изменить этот коэффициент невозможно, так как он является постоянным для каждого типа материала. Он выражается в виде дробей, и чем меньше К-фактор, тем ближе нейтральная линия будет расположена к внутреннему радиусу листа.

K-фактор = тонкая настройка
Значение К-фактора влияет на плоскую заготовку, возможно, не настолько, как влияет радиус детали, но следует учитывать его при тонкой настройке расчетов для заготовок. Чем меньше К-фактор, тем больше материал растягивается и «выталкивается», заставляя заготовку быть «больше».

Прогнозирование К-фактора
В большинстве случаев мы можем прогнозировать и настраивать К-фактор при выполнении расчетов плоской заготовки.

Необходимо провести несколько испытаний выбранной V-образной выемки и измерить радиус детали. Если необходимо более точно рассчитать К-фактор, можно воспользоваться формулой расчета К-фактора для гибки, приведенной ниже:

Решение примера:
B = 150 + 100 + 60 +BA1 + BA2
Прогноз К-фактора
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Оба сгиба меньше или равны 90°:

что означает:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
Итого:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8мм
Автор методики: Хулио Алькасер, менеджер международных продаж Rolleri Press Brake Tools
Комментарий Dreambird
Обработка листового металла на современных производствах часто используется для изготовления деталей, точное соблюдение размеров которых критично. Более того, в условиях, когда скорость изготовления ценится превыше всего и от нее зависит, получит ли субподрядчик заказ на изготовление деталей, производители стараются избегать траты времени на выполнение калькуляции вручную, выполнение различных тестов и исправление допущенных ошибок. Использованный в статье метод, несомненно, может считаться точным и изложенные в нем формулы полезны, но постоянное использование их при расчетах ведет к дополнительным временным затратам на производстве.
Сегодняшние листогибочные прессы зачастую оснащены стойками ЧПУ и последовательность гибки конкретного изделия может быть задана на компьютере непосредственно после проектирования изделия. При наличии готового файла с геометрией плоской развертки последовательность гибки, требующаяся для ее выполнения, также рассчитывается на компьютере после непосредственного импорта этого файла в специализированное CAD/CAM-решение для гибки.
Современное автономное программное решение Radbend, часть CAD/CAM-комплекса Radan для обработки листового металла, является мировым лидером среди приложений аналогичного характера. Все изложенные в статье расчеты заложены в Radbend в виде алгоритмов и не требуют расчетов вручную. Гибка детали выполняется в среде Radbend так, как она будет выполнена на самом деле, затем «слишком длинные» стороны подгоняются для абсолютной точности. Далее уже согнутое изделие отправляется в модуль Radan3D, где на его основе создается заготовка, при расчете длины которой учитывается ранее выполненная в Radbend подгонка. Таким образом при производстве изделия будут соблюдены все требуемые параметры и обработка будет выполнена корректно уже с первого подхода.
Radbend позволяет заранее определить технологичность изготовления детали, генерируя и показывая графически полную симуляцию обработки и последовательность гибки, помогая подобрать инструмент и расположить упоры. С помощью этого модуля можно избежать проблем, часто возникающих на производстве — предотвратить столкновения инструмента, изделия и частей станка.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Характеристики металла для гибки
Любому металлу присуща своя точка сопротивления, то есть максимальная и минимальная нагрузка, которую он может выдержать.
Если оказать на металл слишком большое давление, это может спровоцировать деформацию, ненужные прогибы или надломы в профиле. Выполняя расчет на изгиб трубы, необходимо учитывать такие важные характеристики как плотность металла, размеры и диаметр профильных или круглых труб, а также ряд других параметров. Таким образом, можно будет спрогнозировать, насколько эффективным будет использование того или иного материала в условиях окружающей среды.

В процессе гибки трубы происходит сжатие внутреннего слоя металла, он становится меньше, а внешний слой, напротив, увеличивается за счет растяжения. А вот центральный слой металла остается неизменным, сохраняет исходные параметры, обеспечивая тем самым прочность трубы.
Способы изгиба
ПНД изделия входят в категорию термопластичных материалов. Это предоставляет возможность выполнять их нагрев до вязкотекучего или высокоэластичного состояния, а в процессе охлаждения получать требуемую конфигурацию с сохранением структуры материала. Сформировать изгиб можно при помощи:
- строительного электрофена;
- формовочной машины;
- газовой ручной горелки;
- горячей воды.
Рассмотрим некоторые особенности, присущие наиболее распространённым способам.
Гнутьё с использованием формовочной машины. Этот метод используется, преимущественно, в промышленных масштабах. Впрочем, такой аппарат нередко используют и домашние мастера.
Выполнение определённых радиусов гибки труб осуществляется путём:
- обкатки роликом вокруг шаблона. При этом наполнитель не добавляется;
- накручивания на шаблон. На этот раз внутри трубы присутствует оправка.
При работе на формовочных машинах соблюдается такая последовательность действий:
- Разметка и резка трубы на заготовки.
- Заготовка нагревается.
- Собственно гибка заготовки.
- Её охлаждение.
- Торцовка концов.
Во время гибки на формовочных машинах нужно контролировать значение следующего параметра:
где S – поперечное сечение изделия; Dн. – наружный диаметр.
В цифрах это должно выглядеть так:
- при обкатке вокруг шаблона X≥0,065;
- при наматывании на шаблон X≤0,065.
Для определения длины заготовки используется такая формула:
В промышленности для сгибания труб применяют специальную формовочную машину, действующую по типу пресса
Здесь: – угол изгиба, выраженный в градусах; π — известная трансцендентная константа (пи); r – радиус изгиба по продольной оси; l – длина прямого участка, необходимого для соединения элементов трубопровода методом холодной сварки. Значение этого параметра вычисляется так:
Единица измерения – миллиметры.
Снятие с шаблона готового изделия должно завершаться уменьшением радиуса изгиба трубы ПНД в 1,2 раза. Это требование обусловлено наличием у материала упругой деформации. Если используется другой способ соединения, длина прямолинейного участка должна составлять
При этом условии, если трубу необходимо изогнуть на стандартные углы 90˚, 60˚, 45˚,30˚ длину заготовки следует выбирать из ниже представленной таблицы.
| Угол изгиба, градусы | Длины заготовок L в зависимости от их диаметра, миллиметры | ||||||||||
| 160 | 140 | 125 | 110 | 90 | 75 | 63 | 50 | 40 | 32 | 25 | |
| 90 | 1650 | 1440 | 1290 | 1135 | 930 | 775 | 645 | 515 | 455 | 405 | 360 |
| 60 | 1315 | 1150 | 1025 | 905 | 740 | 620 | 515 | 410 | 370 | 340 | 310 |
| 45 | 1145 | 1005 | 840 | 790 | 645 | 540 | 450 | 380 | 330 | 305 | 280 |
| 30 | 980 | 855 | 765 | 670 | 550 | 460 | 385 | 310 | 285 | 270 | 255 |
Совет! Может такое случиться, что размеры формовочной машины не позволят прогреть ПНД трубу нужной длины. Тогда гибку производите несколько раз.
Время придания изделию требуемой конфигурации должно быть:
- не более 40 секунд для изделий диаметром до 90 миллиметров;
- не более 60 секунд при диаметре ПНД труб до 160 миллиметров.
Гнутьё с использованием строительного фена. Проделайте следующую последовательность операций:
- изготовьте при помощи электролобзика шаблон;
- отрежьте кусок трубы необходимой длины;
- нагревайте заготовку. Для равномерного прогрева прокручивайте её вокруг продольной оси. Выполнение минимального радиуса изгиба трубы ПНД будет обеспечено при нагреве до температуры в диапазоне;
- гибка заготовки. Время гнутья изделия не отличается от продолжительности выполнения этой процедуры на формовочной машине – 40 секунд и 60 секунд соответственно;
- изгибайте плавно, чтобы не допустить разрыв в точке деформации;
- охладите трубу. При этом её необходимо зафиксировать в изогнутом положении;
- торцовка концов. Для этого используется специальный инструмент.
Нагревая трубу горячим воздухом, можно легко придать ей нужную форму, этот способ подходит для домашних условий
В случае, когда необходимо получить малый радиус изгиба на небольшой длине (порядка 1 метра), можно обойтись без шаблона. Разогрейте отмеченный участок, после чего взяв в руки концы трубы, слегка согните и удерживайте до полного остывания.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.

Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Подбор гибочного инструмента
Извещаем всех заинтересованных заказчиков, что мы готовы прорабатывать подбор гибочного инструмента, как по спискам, так и непосредственно по чертежам самих изделий с созданием списка номенклатуры, в том числе с описанием последовательности гибки, анализа столкновений детали со станиной и инструментом по гибам, а также симуляцию гибки.
Мы не только предлагаем стандартную гибку продуктов и ограничиваемся простой гибкой, но и можем предложить самые разнообразные специализированные решения для листогибочных прессов по технологии обработки листового металла.
Мы будем рады предложить специальные условия для оснащения новых листогибочных прессов, в том числе поставке основных держателей вместо производителей листогибочного пресса.
Возникли сложности с подбором гибочного инструмента для Вашего станка? Свяжитесь с нами и мы постараемся оперативно разобраться в Ваших вопросах и предложить наилучшее инструментальное решение.
Торговые марки, коммерческие торговые знаки и другая информация является собственностью их владельцев и может быть не связаны с ООО «Техноком» и публикуется только для информации
Внимание — материалы на сайте защищены авторским правом. Торговая марка WILSON TOOL относится и принадлежит Wilson Tool International, Inc.(White Bear Lake, Minnesota, United States); Торговая марка UKB относится и принадлежит UKB — Uwe Krumm GmbH (Burbach, Germany)
Источник
Как выпрямить ПНД трубу из бухты
Нередко ПНД-трубы реализуются в бухтах. С одной стороны, такая форма выпуска трубной продукции удобна для транспортировки и складирования. С другой стороны, возникает потребность в выпрямлении трубной продукции.
Самый простой способ
выпрямления – их привязывание к ровной поверхности (например, металлоконструкции). Для того, чтобы полиэтилен низкого давления распрямился как можно быстрей, в холодное время года дополнительно рекомендуется произвести подогрев ПНД-изделия строительным феном. В жаркое время года прибегать к помощи нагрева необязательно. В этом случае задача легко решается механическим способом.
Если ПНД-трубы очень длинные, их можно выровнять на земле. Чтобы «приструнить» изделия, их придётся зафиксировать металлическими скобами.
Как выпрямить трубу ПНД максимально быстро?
Если вам нужно провести гибку ПНД-изделий большого диаметра в быстрые сроки, на помощь стоит призвать профессиональные трубогибы:
наименее прихотливыми в использовании являются гидравлические станки,
если при гибке нужно обеспечить большие нестандартные углы (свыше 180 градусов.) имеет смысл обратить внимание на автоматизированные конструкции,
если приходится иметь дело с элементами трубопровода с очень небольшой толщиной стенок, то качественная радиусная гибка возможна при использовании специализированного дорнового оборудования (с направляющими).
Подобрать качественные ПНД трубы, соответствующие вашим задачам, вы всегда можете в . Кстати, если вы нацелены на самостоятельные работы, вам наверняка понравится тот факт, что трубную продукцию «Альянс Полимер» при приобретении можно забрать со склада не только, заказав доставку, но и собственным автотранспортом.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
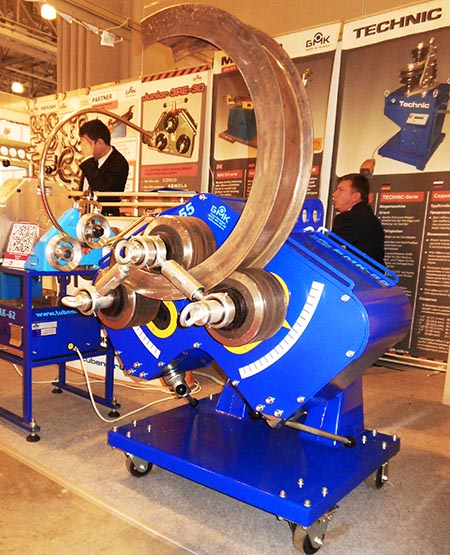 Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап — создание на трубогибочном станке преднатяга — задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап — непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы. Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
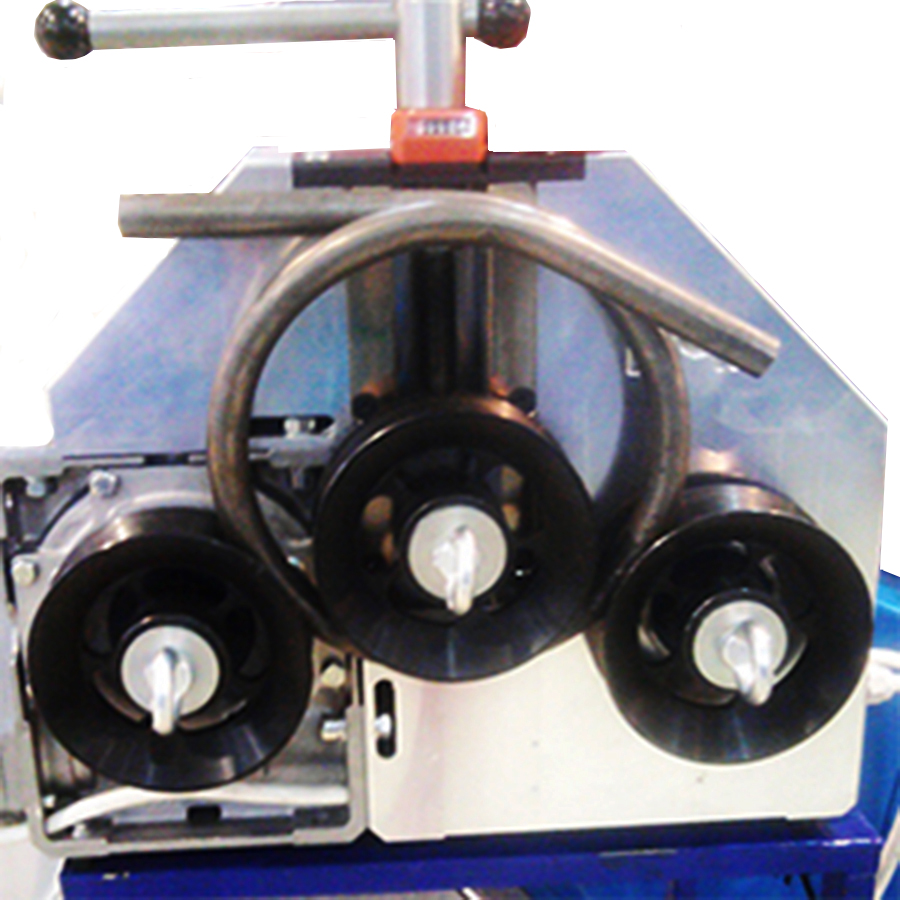 Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО «Балтийской Машиностроительной Компании» — 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
РД 24.203.03-90 Радиусы и углы гиба труб
Купить РД 24.203.03-90 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Руководящий документ устанавливает радиусы и углы гиба труб медных по ГОСТ 617, стальных бесшовных по ГОСТ 8732 и ГОСТ 8734, бесшовных из коррозионно-стойкой стали по ГОСТ 9940 и ГОСТ 9941, стальных водогазопроводных по ГОСТ 3262, а также труб изготовленных из медных и алюминиевых сплавов.
РД не распространяется на радиусы гиба калачей, змеевиков и труб входящих в состав аппаратов компрессорных холодильных установок.
Расчет минимального диаметра при заданной длине
Для приблизительных расчетов радиуса изгиба потребуются две жесткие линейки 30 и 50-сантиметровой длины (их выбор зависит от величины изгиба). Порядок действий выглядит так:
- Сначала замеряется радиус сгиба уже сформованной трубы, который нужно скопировать на исходную заготовку.
- При измерении сильного загиба берется линейка на 30 см и прикладывается к концам изогнутой трубы, после чего замеряется расстояние между ней и серединой заготовки.
- При малом изгибе (большей длине трубы) эти же операции проделываются с линейкой на 50 см, как это показано на приведенном ниже фото.
Снятие данных для расчета А – интервал (просвет), мм.
D – диаметр дуги, мм.
R – радиус, на который предполагается загнуть трубу, мм.
Для понимания, что такое искомый параметр R следует ориентироваться на фото ниже по тексту, где приведен образец уже загнутой заготовки.
Исходя из полученных при измерениях данных, далее нужно подобрать подходящий по величине показатель радиуса (диаметра) дуги, значения которых можно найти в специально подготовленных таблицах. Они размещены в источниках в интернете (где учтены различные варианты предварительных измерений).
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
